汽车工业的轻量化带来铝合金的大量应用,钢和铝的焊接也随之来临。钢和铝的焊接本身会存在很大的问题。典型的问题是焊接接头的强度急剧降低。更严重的问题是根本无法连接。钢的熔化温度一般约1600℃,而铝合金的熔化温度约600℃。因此焊接热源很关键,熔化焊接要做到钢,铝对接接头同时熔化不是一件很容易的事情。钢和铝的热膨胀系数,导热系数相差很大。铝更容易导致较大的热变形和热应力,同时率更容易传导热量。铝合金的熔化需要热源的功率密度更高一些。
钢和铝的焊接还有一个严重的问题是铁-铝金属间化合物的产生,该化合物为脆性相在焊缝中会带来焊接接头强度严重降低,必须控制这些脆性相的尺寸在10微米级别一下才有可能避免。但是第二相粒子在高温和凝固过程的形成和长大是一个自然的过程。控制固态相变的形核过程和长大过程在可控的范围内并不是一件容易的事。
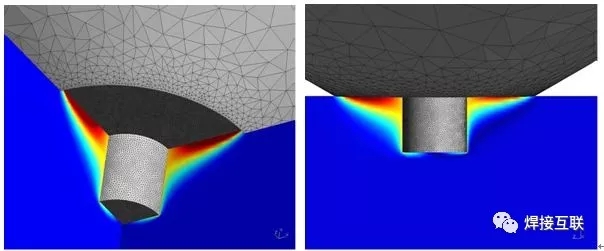
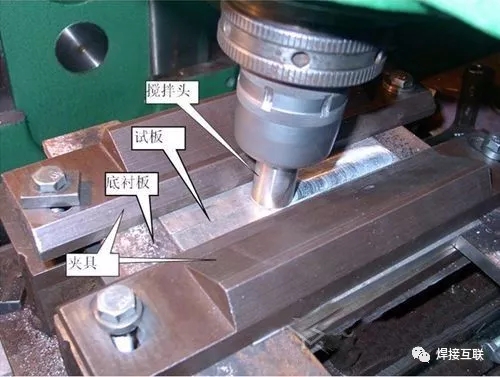
日本和德国的研究结果显示激光辅助下的搅拌摩擦焊可以很好的解决钢和铝之间的焊接并适合工业化生产。激光被用来对钢进行预热,预热的温度可以达到1000℃以上。其目的是提高钢材的塑性和与铝合金同时熔化。

使用半导体二极管激光器,激光功率1000-2000w,搅拌磨焊搅拌针旋转速度3000转/分钟,钢铝对接焊可以达到速度2m/分钟。被焊接材料6016-T4,厚度1mm。钢材为DC04抗拉强度月320Mpa。焊接后焊接接头的抗拉强度可以达到200MPa。这种还未在中国试验和应用的焊接方法速度高,几乎没有任何焊接缺陷,低应力,完全可以做为解决钢铝焊接的解决方案之一。这种方法可以与福尼斯CMT,激光焊接方法相片媲美,但是尚未引起足够的重视。搅拌摩擦焊(FSW)1991年由英国焊接研究所首先开发,在中国已经商业化最常用的就是焊接铝合金。中国航天系统,洛阳625所,哈尔滨万洲焊接,伊萨,北京赛福特都可以提供相应的设备(但需要改造),但是却少有汽车工业铝合金焊接,钢铝焊接的应用案例。在日本搅拌摩擦焊设备经过改造后已经在汽车工业开始工业化应用。
焊接互联-携手全球焊接精英-为您提供焊接技术与商务解决方案
【焊接互联】分享最新最纯粹的行业信息!!
