一、背景说明
铬钼耐热钢广泛用于电站锅炉,石油化工、核动力等部门,它通常分为珠光体耐热钢和马氏体耐热钢。按照国际惯例,珠光体、贝氏体、马氏体及铁素体耐热钢统称为铁素体耐热钢。碳钢及普通低合金钢使用温度一般在450℃以下,高于450℃则推荐使用耐热钢。这类耐热钢中的合金元素主要是铬和钼,为了改善某些性能,还可以加入钒、铌、钨、硼等合金元素。在参考文献[1]介绍了这些元素的作用,并推荐了回火脆化的判断公式。
1.铬的作用:铬是耐热钢中极重要的合金元素。当钢中含Cr量足够高时,能在钢的表面形成致密的Cr2O3氧化膜,这层氧化膜能在一定程度上阻止氧、硫、氮等腐蚀性气体向钢中扩散,也能阻止金属离子向外扩散。耐热钢的抗高温氧化性能与含Cr量有一定的关系,当含Cr量达到12%时,钢的高温抗氧化能力明显提高。此外,Cr的熔点高,本身就具有优异的抗蠕变性能,在低合金钢中加入1%左右的Cr就能明显提高钢的抗蠕变性能。
2.钼的作用:钼是提高热强性最重要的合金元素之一,Mo溶于铁素体,能显著提高铁素体的再结晶温度,从而提高蠕变强度。Mo同时能以细小的碳化物形式产生弥散强化作用。在耐热钢中,Cr与Mo是复合加入的,Cr能调节Mo在碳化物和固溶体之间的分配。在利用Cr-Mo复合强化时,必须使Cr、Mo含量维持在交互作用的最佳值,以便达到最佳的强化效果。研究表明,1Cr-0.5Mo和2.25Cr-1Mo的复合是最恰当的比例。
3.钒的作用:钒主要是通过适当的热处理,生成细小且均匀分布的碳化物颗粒,使钢得以强化。在Cr-Mo-V钢中,由于V的碳化物十分稳定,可将碳牢牢固定而促使Cr、Mo等合金元素更多地溶入固溶体,这样,间接地起到了促进固溶强化的作用。
4.钨的作用:W和Mo的作用相似,既可溶入固溶体达到固溶强化,又可生成碳化物实现弥散强化,W和Mo复合加入对提高钢的热强性更为有效。
5.其他元素的作用:铌是强碳化物形成元素,能形成细小弥散的碳化物,提高钢的高温强度;硼溶入固溶体中使晶体点阵发生畸变,晶界上的硼又能阻止元素扩散和晶界迁移,从而提高钢的高温强度。
Cr-Mo耐热钢在长期的高温下工作,会发生回火脆化及韧性降低等问题,一般在375℃~575℃温度范围内出现。而石油精炼时,反应塔的操作温度通常在400~800℃,正处于这个脆化温度区。为了确保运行安全,提高抗回火脆化能力,在低温韧性方面,对耐热钢及其焊接材料均提出了更高的要求。在实验室里,常采用脆化促进热处理试验(Step Cooing Test),即步冷试验或阶梯冷却试验,以再现操过程中的回火脆性。研究资料表明,钢及焊缝金属中的杂质(P、Sn、Sb、As等)对回火脆性有很大影响。通过试验,得出了下列关系式:
BrusCato脆化指数X=(10P+5Sb+4Sn+As)/100 ×10-6 (要求 X≤15);
Watanabe脆化指数J=(Mn+Si)(P+Sn)×104(%)(要求 J≤180);
因此,为了确保优良的抗回火脆性,要严格限制材料中P、Sn、Sb、As等有害杂质的含量。基于上述基本理念,国内外先后研发了系列的铬钼耐热钢,参考文献[2]中有如下报导。
1)0.5Mo钢 它是在一般的C-Mn钢中加入0.5%Mo,它有效地提高了钢的中温蠕变强度和塑性,主要用于工作温度450℃以下的压力容器及相应的管道系统。
2)1.25Cr-0.5Mo钢[简称:T11/P11钢]该钢的长时间工作温度可达550℃,主要用于蒸汽轮机发电厂设备的制造,如蒸汽管道、气柜、阀门及锅炉过热器等,也可用于炼油厂及石化工业中承受氢侵蚀的设备,如加氢裂解器、煤液化设备等。
3)1.25Cr-1Mo-0.25V钢 该钢的工作温度可达580℃,具有良好的抗蠕变断裂性能和抗氧化性。常用于电力、石化工业中锅炉及压力容器部件的制造。
4)2.25Cr-1Mo钢[T22/P22钢]钢的长时间工作温度可达600℃,主要用于蒸汽轮机发电厂设备的制造,也用于炼油厂,它在250~450℃工作温度下,具有良好的耐含硫原油介质的腐蚀性能。
5)2.25Cr-Mo-W-V-Nb钢[T23/P23钢]它是在2CrMo钢的基础上加入适量的W、V、Nb、及微量B改良而成的,与2.25Cr-1Mo钢[T22/P22钢]相比,材料的抗高温蠕变性能得到显著提高。有更好的抗氢致脆化能力,在大气和含氢环境中有更好的抗蠕变性能,T23/P23钢的蠕变强度比T22/P22钢的蠕变强度高出一倍,对其应用前景上不断增长的兴趣,在于该钢种将是很好的用于燃煤和燃油电站超超临界锅炉的水冷壁等设施的备选钢种。
6)5Cr-0.5Mo钢 钢的长时间工作温度也是600℃,主要用在炼油厂的热交换器等。
7)9Cr-1Mo钢 钢的工作温度虽是600℃,但用于比5Cr-0.5Mo钢要求性能更高的场合。
8)9Cr-1Mo-V-Nb钢[T91/P91钢]它是在9Cr1Mo钢的基础上加入少量V、Nb、及微量N改良而成的,又含适量的Ni,以提高韧性。广泛用于燃煤及燃油电站锅炉气包等构件。
9)9Cr-Mo-2W-V-Nb钢[T92/P92钢]它是在T91/P91钢的基础上降低Mo至0.5%,同时加入W(约1.8%),还加入了微量B,使钢的高温断裂强度比T91/P91高出约30%。目前,该钢已用于超临界及超超临界燃煤或燃油电站的建设,用在锅炉气包、主蒸汽管道等结构。
10)9Cr-1Mo-1W-V-Nb钢[E911钢]它是在T91/P91钢的基础上再加入约1%的W,以提高600℃以上的蠕变强度,用于矿物燃料发电厂的锅炉集箱、主蒸汽管道等。
11)12Cr-1Mo-W-V钢[X20钢]其标称成分是0.2%C-12%Cr-1%Mo-0.5%W-0.3%V,还含有少量Ni;用于工作温度在550℃以上关键的抗蠕变产品,它比其它铬钼耐热钢在蒸汽和临火侧的耐高温氧化性更好。
二、曼彻特公司的焊材产品概述
参照曼彻特公司提供的产品样本,摘录了其中的相关内容,现将其综合归纳简介如下:
1.焊条:该公司的铬钼耐热钢用焊条,大部分都采用高纯度的低碳钢焊芯,通过药皮过度合金元素,以满足焊缝成分和性能的要求。药皮渣系都采用碱性,以获得高的焊缝韧性。在药皮中再加入适量铁粉,使其熔敷效率达到105~130%,故属于铁粉焊条;这种铁粉焊条,工艺性能良好,适于全位置焊接,又具有较高的效率。焊缝化学成分及力学性能,可通过调整药皮中的合金加入量来实现。但是,也有少量产品采用合金焊芯,即通过焊芯来过渡合金元素,这样可进一步提高焊缝金属的纯净度,以便获得更高的焊缝韧性及耐腐蚀性能等。
压制焊条时采用了抗吸潮的粘结剂,它可以改善药皮的抗吸潮性能,进而保证焊缝扩散氢含量很低,以改善焊缝的抗裂性能。在防止焊条吸潮方面,对焊条的贮存采用了精心的管理。首先是采用金属盒密封包装,这样可以长期存放;打开包装后,也能保证在8小时的使用时间内,焊条含氢量小于5ml/100g。对于吸了潮的焊条,必须进行再烘干;且经250~300℃烘干后,可使含氢量≤10ml/100g;经300~350℃烘干后,含氢量≤5ml/100g。焊条的最高烘干温度规定为420℃,最多烘干3次,累计烘干时间≤10小时。还提出建议:刚打开包装的焊条或经过再烘干的焊条,可存放在100~200℃的烘箱内,也可放在50~150℃的焊条保温筒内,建议最长不超过6周。对于打开包装后又用塑料盒盖好的焊条,推荐的存放环境是:温度>18℃;相对湿度<60%RH。
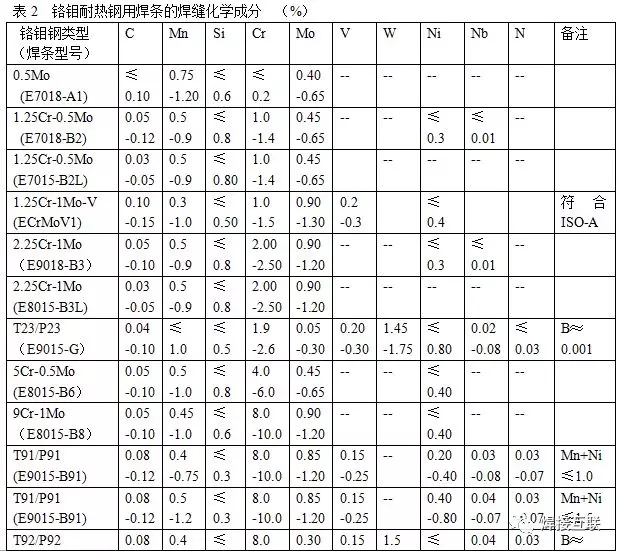
就其焊条品种而言,对于同一等级的焊条,则有不同的成分类别,如低碳型、超低碳型、抗回火脆化型等几个类别。超低碳型(C≤0.05%)的焊条,其焊缝硬度低,焊接残余应力也小,具有优良的抗硫化物应力腐蚀开裂性能;除了这方面的应用外,也用于焊后不进行热处理的薄板焊接。抗回火脆化型焊条,严格控制焊缝中残余的有害元素P、Sn、As、Sb等,以使焊缝具有低的X脆化指数和J脆化指数,确保焊缝长期在400~600℃工作时,具有优良的抗回火脆化性能。2.25Cr-1Mo钢的抗回火脆化型焊条与普通低碳型焊条的焊缝主要成分及低温韧性数据见表1。各种铬钼耐热钢用焊条的焊缝化学成分汇总于表2。

2.实心焊丝:铬钼耐热钢用实心焊丝包括TIG焊丝、MIG焊丝和埋弧焊焊丝,其中TIG焊丝和MIG焊丝绝大部分是镀铜焊丝,埋弧焊焊丝多数是非镀铜焊丝。TIG焊接时采用纯Ar作为保护气体,电源是直流正极性(DC-);MIG焊接时采用Ar+2~20%CO2或Ar+1~3%O2保护气体,电源为直流反极性(DC+);保护气体的组成既影响到焊接工艺性能,也对焊缝韧性带来重大影响;当CO2含量增加时,电弧特性变好,有利于改善焊接工艺性能;但也会引起焊缝韧性下降,故建议在满足韧性要求的前提下,适当提高CO2的比例。另外,随着CO2的含量增加,焊缝金属的强度也会有所下降。
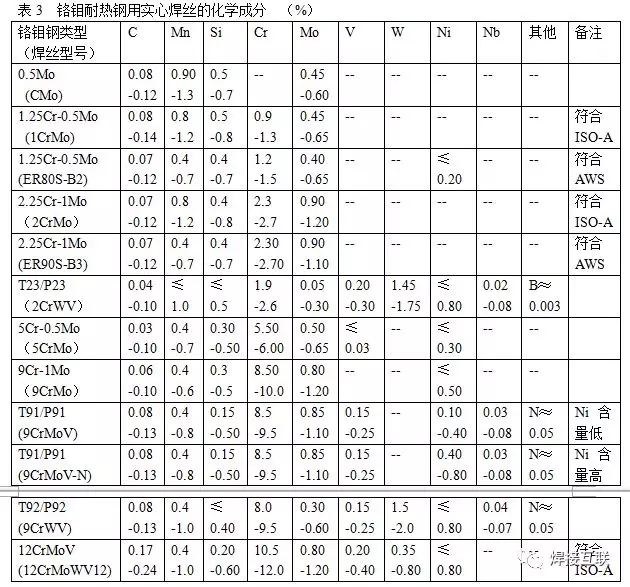
从铬钼耐热钢的焊丝成分上看,同一种耐热钢所要求的焊缝成分应当是相同的,且与母材成母相接近,故进行TIG、MIG及埋弧焊接时,可采用同一成分的实心焊丝,在EN标准中也注明同一种焊丝可用于这三种焊接方法。MIG焊接时,如果保护气体的氧化性小,那末对焊缝成分和性能不会造成影响;但是,随着保护气体氧化性的增强,Si、Mn等元素有所烧损,焊缝强度和韧性都会有所下降。埋弧焊接时,可以从烧结焊剂中过渡少量合金元素,获得需要的焊缝成分和性能。各种铬钼耐热钢用实心焊丝的化学成分汇总于表3。
3.药芯焊丝:铬钼耐热钢用药芯焊丝是近些年来开发应用的,首先采用的是药粉型,渣系以金红石为主,钢带为高纯度的低碳钢带,也有的采用合金钢带,如P92钢用的Supercore F92药芯焊丝就采用合金钢带。金红石型药芯焊丝的工艺性能优良,适于全位置焊接,包括固定管道的焊接。采用的保护气体为80%Ar+20%CO2(范围是15~25%),流量20~25L/分;该类型焊丝也可以采用100%CO2作为保护气体,这时电压应提高1—2V。 2Cr-1Mo钢用的药芯焊丝,除了常规含碳量的外,还有一种超低碳型(C≤0.05%)的产品,凭订单供货;它适合于焊后状态下修理电站设备,也可用在石油化工设备上。除了药粉型焊丝外,还开发了金属粉型焊丝,如9Cr1MoV-N钢用的CORMET M91焊丝,除了药粉型焊丝外,还开发了金属粉型焊丝,如9Cr1MoV-N钢用的CORMET M91焊丝,它采用高纯度的钢带,熔敷效率为96%;当采用的保护气体为Ar+2.5%CO2时,可得到工艺性能与韧性的良好匹配。也有的金属粉型焊丝采用合金钢带,如E911钢用的CORMET10MW焊丝,其熔敷效率也是96%。采用保护气体为Ar+2.5~20%CO2;CO2含量高时,操作性能更好些,但是,CO2含量低时,焊缝韧性更好。保护气体的流量多为20~25L/分。
4.埋弧焊用焊材:耐热钢用埋弧焊焊剂均为烧结焊剂,主要有2个渣系,即铝碱性渣系和氟碱性渣系。铝碱性渣系用于焊接珠光体耐热钢,如1.25Cr-0.5Mo等,其碱度较低,可使焊缝增Si约0.3%,增Mn约0.4%。氟碱性渣系用于焊接马氏体耐热钢,如9Cr-1Mo钢等,其碱度高。铝碱性渣系的焊剂牌号是LA436,碱度约1.6;它的成分如下(%): CaO+MgO 40;Al2O3+MnO 25;SiO2+TiO2 25;CaF2 10;氟碱性渣系的焊剂牌号是LA490,其碱约3.0;成分如下(%):SiO2+Al2O3 34%;CaO+MgO 38%;CaF2 28%需要补充说明一点,在2010年以前的曼彻特焊材样本上,焊接珠光体耐热钢用的烧结焊剂也是氟碱性的,碱度约3.0,牌号是LA121,但是,它的成分与LA490有所不同,后来改用碱度低的铝碱性渣系,可能是铝碱性渣系的工艺性能更好些,其他性能也应满足要求。
另外,2017年提供的产品样本中,焊接马氏体耐热钢用的烧结焊剂牌号是LA490,碱度为3.0;而在2010年的样本中,所记载的焊剂牌号是LA492,碱度为2.2;这种碱度的提高预示着会得到更纯净的焊缝金属,韧性会更好些,其工艺性能也满足要求。
三、铬钼耐热钢焊接施工及注意事项
铬钼耐热钢焊接过程中经常出现的问题有冷裂纹、再热裂纹及回火脆性等,再热裂纹出现在熔合线附近的粗晶区,这在焊后热处理时应用予充分注意。回火脆性与杂质元素有密切关系,可尽量采用抗回火脆化型焊接材料。在焊接施工上最为关注的问题是防止出现焊接冷裂纹。为此,在焊接材料方面要给以充分考虑,包括焊条药皮应具有抗吸潮性、受潮的焊条要进行再烘干、对焊条的存放及保管要有严格限制,以便能得到低的焊缝扩散氢量,这是防止冷裂纹的一个重要环节。其次是考虑母材成分的影响,其合金成分含量越高,或碳当量越大,所要求的预热及道间温度也应越高。再次是工件厚度的影响,即结构刚度的影响,钢板的厚度越大,拘束度越大,产生冷裂纹的可能性也越大,所要求的预热及道间温度也应越高。
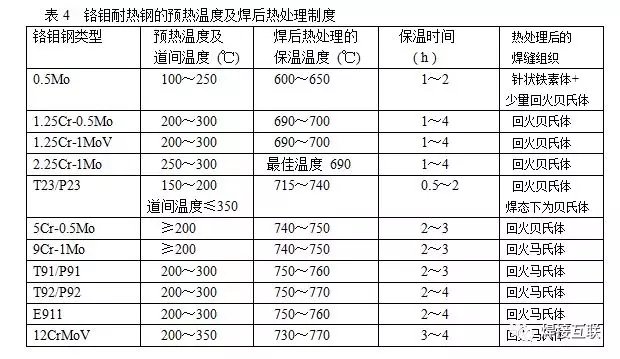
由此可见,选定预热温度及保持相应的道间温度,是防止出现焊接冷裂纹主要措施。另外,焊后脱氢处理,也是防止冷裂纹措施之一。各种铬钼耐热钢的成分有很大不同,它们所需要的预热及道间温度也应各不相同,工程上推荐的预热及道间温度列于表4。通常要求预热温度应高于规定的下限温度,道间温度则应低于规定的上限温度;有时也专门规定出最高的道间温度,以免明显地影响到焊缝的冷却速度,特别是800~500℃之间的冷速,即 t 8/5;进而影响到接头的力学性,t 8/5越大,焊缝强度越低。
焊后热处理也是施工过程中要特别要重视的事项。对于铬钼耐热钢而言,除了某些特殊应用外,焊后热处理总是必须的。这里指的热处理是主要是回火处理,它是把工件加热到Ac1以下某个温度,经过适当保温,然后冷却到室温。据参考文献[3]介绍,回火处理目的在于减少内应力,稳定组织,获得所需要的力学性能及其它性能。因为回火后的组织决定了焊接接头的性能和寿命,所以获得理想的回火组织是焊后热处理的主要目的。对于珠光体耐热钢来说,焊后回火温度不应超过钢板出厂时的回火温度,否则会引起板材的强度下降。而对于马氏体耐热钢来说,如P91钢,回火温度应不超过钢材的Ac1温度,否则会导致焊缝金属的局部二次相变并引起硬化;为此,有的限定焊缝金属中的Ni+Mn≤1.5%(或1.0%),以确保其焊缝的Ac1温度足以高于焊后热处理的温度。各铬钼耐热钢的焊后热处理制度,即加热温度和保温时间,汇总于表4,供作参考。对于有些马氏体耐热钢,热处理要在焊后工件冷却到150℃以下才能进行,以使马氏体相变全部完成。另外,如果焊后热处理要在工件冷却到室温并进行无损检验之后进行,那末,在工件冷却过程中,应按照预热温度维持一段时间(时间长短应依工件厚度而定),以起到脱氢处理作用,防止产生冷裂纹。
参考文献
[1]吴树雄、尹士科、李春范,金属焊接材料手册[M],北京:化学工业出版社,2008
[2]Technical Handbook, Metrode Welding consumables 2017
[3]侯玉山、李俊才,金属材料及热处理学习指导书[M],北京:机械工业出版社,1988
【焊接互联】分享最新最纯粹的行业信息!!
